Ваша корзина пуста!

Описание
Стальные трубчатые радиаторы классического дизайна обладают высокой надежностью при эксплуатации в реальных условиях российских систем отопления, могут монтироваться в системах с стальными, медными, металлопластиковыми трубами, с трубами из сшитого полиэтилена в однотрубных и двухтрубных системах отопления.
Подробная информация и цены на радиаторы КЗТО РС / РСК.
Радиаторы отопления РС, РСК рекомендованы для применения в зданиях высокой этажности, а также в помещениях с повышенными санитарно- гигиеническими требованиями ( в лечебно-оздоровительных, школьных и детских учреждениях и т.п.).
- Материал: сталь. Покрытие: полимер, базовый цвет - "белый глянцевый"
- Рабочее давление 15 атм., испытательное - 25 атм.
- Температура теплоносителя до 120ºС.
- Присоединительная резьба: G1⁄2”, G 3⁄4”.
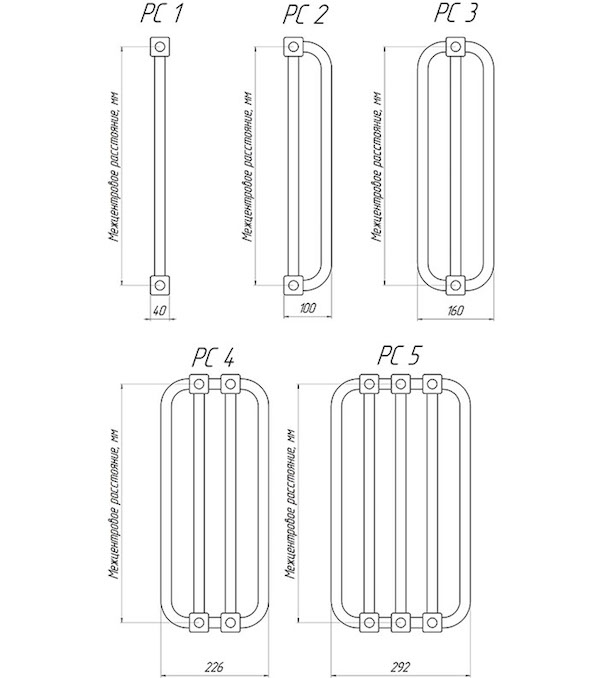
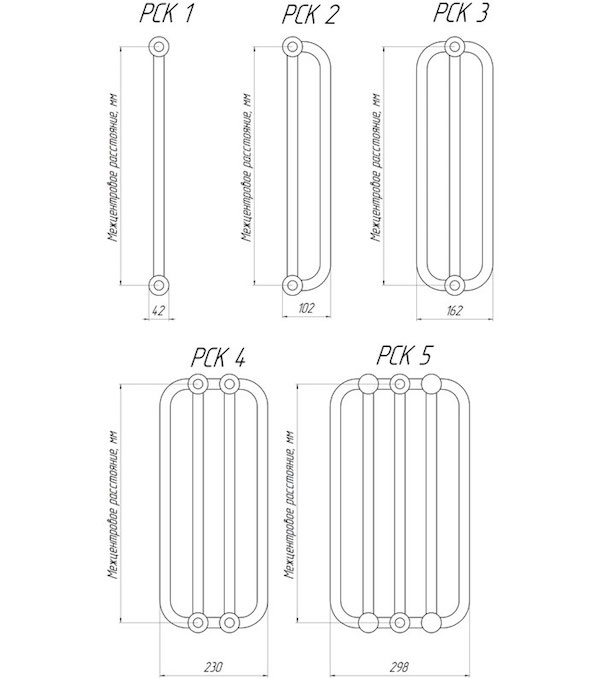
- Число секций от 8 до 50 (длина прибора от 330 до 2052 мм).
- Межцентровое расстояние от 300 до 2000 мм.
Базовый вариант
Настенный радиатор с боковым подключением G1/2" или G3/4", без заглушек, без воздухоотводчика (кран Маевского), без кронштейнов.
Варианты по запросу
- Настенный радиатор с нижним подключением G1/2" (правым или левым), в комплектации с необходимыми заглушками, воздухоотводчиком и с встроенным термоклапаном (для двухтрубных систем отопления), без термоголовки, без кронштейнов;
- Напольный радиатор с боковым подключением G1/2" или G3/4", с ножками (стойками) крепления к полу, без заглушек, без воздухоотводчика;
- Напольный радиатор с нижним подключением G1/2" (правым или левым), с ножками (стойками) крепления к полу, в комплектации с необходимыми заглушками, воздухоотводчиком и с встроенным термоклапаном (для двухтрубных систем отопления), без термоголовки.
Радиатор РС - радиатор с квадратным коллектором





Радиатор РСК - радиатор с круглым коллектором




Современные технологии КЗТО
Наружное покрытие приборов производится методом электрофореза с последующей окраской порошковым напылением. Первым слоем на изделие наносится акриловая грунтовка (под воздействием тока высокого напряжения в ванной с растворенной в воде краской). Во время этого процесса молекулы акрила и пигменты оседают на изделие, образуя плотную, тонкую и однородную пленку краски.
Покрытие, полученное методом электроосаждения, обладает повышенными антикорро- зионными свойствами и износостойкостью. При этом покрытие равномерно по толщине даже на изделиях сложной формы. Прочность сцепления покрытия очень высока, как с основным металлом, так и с последующими слоями краски, а значит ― исключается вероятность отслоения и расслоения. Вторым слоем в электростатическом поле наносятся полиэфирные или эпоксиполиэфирные порошки с последующей термообработкой.
Для полирования изделий из нержавеющей стали на предприятии применяют метод электролитно-плазменного полирования. Поверхность металла после плазменной обработки ― это благородное глубокое зеркало. Такого результата невозможно до- стичь ни механической, ни электрохимической полировкой в кислотных электролитах. При механическом полировании цвет поверхности, во-первых, получается более темным, во-вторых, такая поверхность тускнеет со временем, так как во время трения в поверхностных слоях металла, в связи с перегревом, накапливаются внутренние напряжения. Электрохимическое полирование в кислотных электролитах в принципе сводится к глянцеванию поверхности. При этом процессе микровозвышенности только скругляются, достигается высокий блеск поверхности, но класс шероховатости не улучшается, и поэтому не получается должного зеркального эффекта.
При электролитно-плазменном полировании под воздействием микроразрядов и активных ионов происходит управляемая модификация обрабатываемого металла. Наиболее интенсивному эррозионному воздействию подвергаются острые кромки, неметалличе- ские включения, микровозвышенности. Это ведёт к улучшению класса шероховатости и к появлению блеска.
С течением времени зеркальная поверхность, полученная методом электоролитно-плазменного полирования, не темнеет и не тускнеет. Большим успехом пользуются защитные и декоративные напыления, наносимые на поверхность изделий в высоком вакууме способами дугового напыления. К ним относится нитрид титана ― цвет «под золото».